



-
業界
金属加工(ギア)
-
カメラ
400万画素カラーエリアセンサカメラ
-
レンズ
CCTVレンズ
-
照明
フラットドーム照明
-
ライブラリ
MVTec社製HALCON ProgressEdition
対象ワークについて
金属ギアの外観検査の自動化検討です。
検出対象の外観異常は、
・傷
です。
これらが、両端目と歯面にあり、それぞれ画像検査で自動検知します。
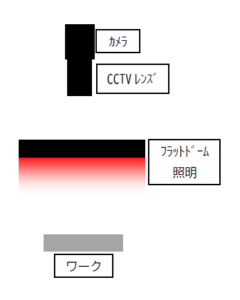
撮像方法
エリアスキャンカメラで、端面全体を一度に撮像しています。
照明は、平行光を発し正反射光による検査が可能なものを選定しました。
同軸照明・穴あき面照明がまず候補に挙がりますが、
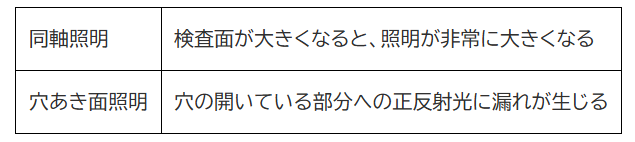
というデメリットがあるため採用せず、フラットドーム照明を採用しました。
フラットドーム照明を、ワークからある程度離して設置すると、平行光照明として使用できます。
具体的には以下のような配置で撮像を行いました。
検出結果
実際にギアサンプルをこの光学設定で撮影した結果を以下に記します。
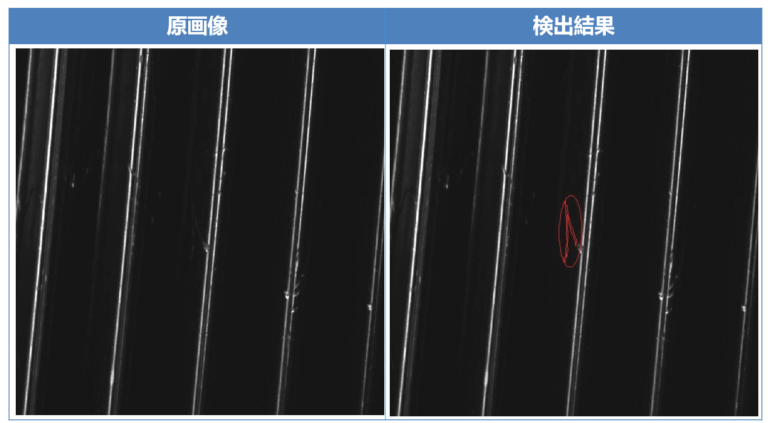
端面キズ
一番左の写真の赤枠内がカッターでキズをつけた状態のものです。通常照明下では光量が様々変化してキズが明るく見えたり暗く見えたりして特定が難しい状態です。今回検討した光学系では中央の図のような画像が得られ、比較的容易にキズの検知が行なえます。
画像処理の結果、下図左のとおり検知された箇所がオレンジ枠で示されています。
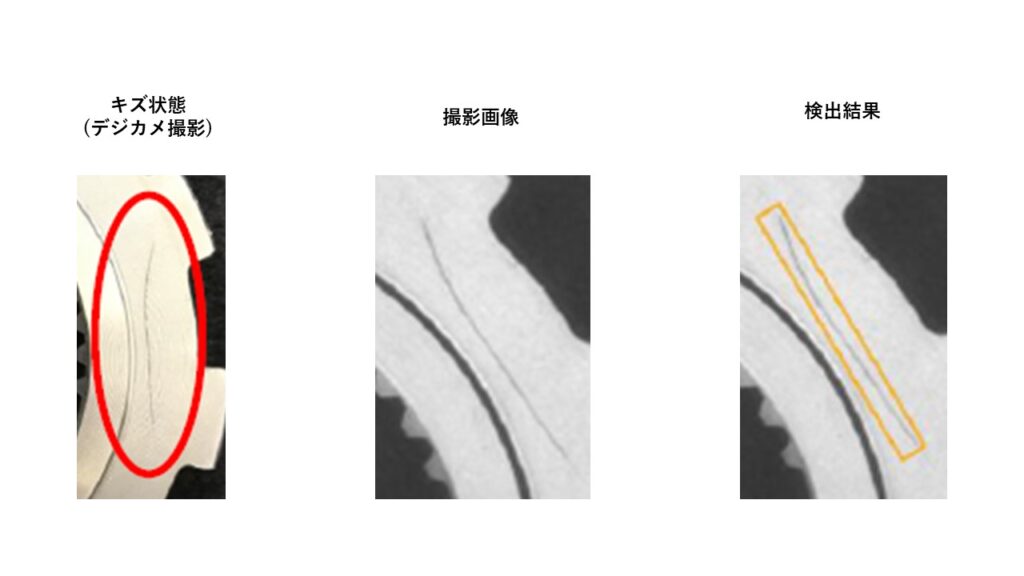
歯部 傷①
一番左の写真の赤枠内がカッターでキズをつけた状態のものです。今回検討した光学系では中央の図のような画像が得られました。微妙な表面のテカリなどは排除した画像が得られています。右の図のように、検知された箇所がオレンジ枠で示されています。
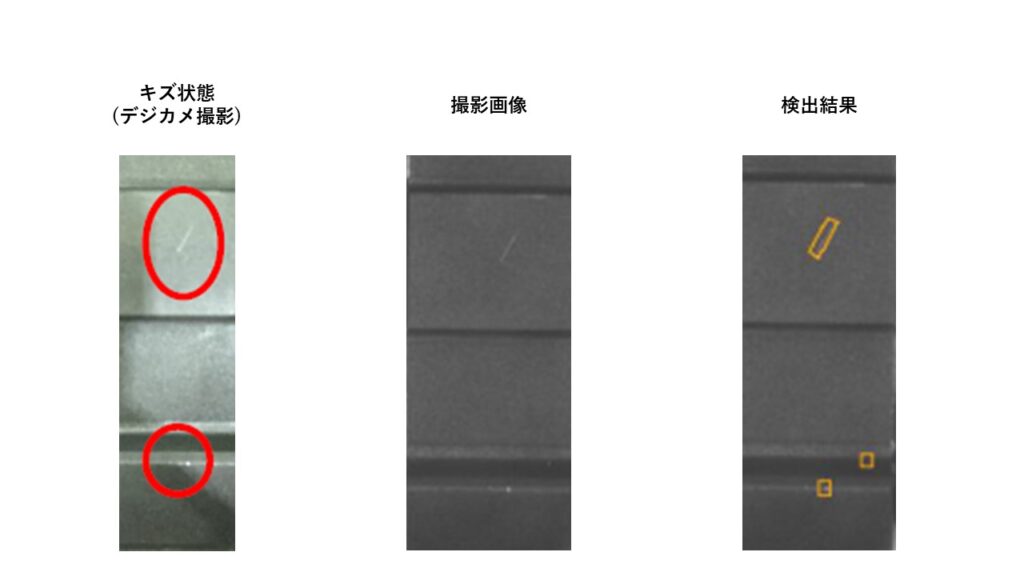
歯部 傷②
一番左の写真の赤枠内がカッターでキズをつけた状態のものです。今回検討した光学系では中央の図のような画像が得られました。微妙な表面のテカリなどは排除した画像が得られています。右の図のように、検知された箇所がオレンジ枠で示されています。キズがかなり小さく、検知はギリギリの状態です。歯部は、歯の腹の箇所と今回のような箇所を複数カメラで切り分けてもっと拡大して撮影するとより検知精度が上がるものと考えます。
まとめ
以上のように、エリアスキャンカメラとフラットドーム照明を用いて金属ギアの傷の検査を自動化しています。
平行光を発する照明でも様々あり、大きさやコストも考慮しながら選定を行っております。
画像検査に関するお困りごとがございましたらお気軽にご相談ください。