外観検査において、欠陥や異物を安定して検出するためには、照明の選定が非常に重要です。
カメラや画像処理ソフトウェアの性能が高くても、照明条件が適切でなければ、検出したい特徴を画像上にうまく表現できません。反対に、照明条件が適切であれば、欠陥と良品部の違いが明確になり、目視検査では作業者の負担軽減に、画像検査では安定した自動検出に繋がります。
本記事では、外観検査における照明選定で確認すべき主要なパラメータについて解説します。
外観検査における照明の役割
外観検査の目的は、製品のキズ、汚れ、異物、欠け、変形、印字不良などを見つけることです。
そのためには、検出したい欠陥部分と、正常な部分の違いを画像上で明確にする必要があります。照明選定の基本は、検出したい特徴のコントラストを高め、不要な反射や影、背景のばらつきをできるだけ抑えることです。
例えば、微細なキズを見つけたい場合と、外形寸法を測定したい場合では、適した照明の当て方は異なります。また、金属、樹脂、ガラス、フィルム、紙など、ワークの材質によっても光の反射や透過の仕方が変わります。
つまり照明選定では、「明るく照らす」ことよりも、「検出したい欠陥が最も見えやすい状態を作る」ことが重要です。
照明選定の主要パラメータ
照明を選定する際には、明るさだけでなく、光の当て方、照明の形状、色・波長、照射の安定性などを総合的に確認する必要があります。
1. 光の当て方
光がワークに当たると、主に正反射、拡散反射、透過といった現象が発生します。どの光をカメラで捉えるかによって、欠陥の見え方は大きく変わります。
明視野照明
明視野照明は、ワークからの正反射光をカメラで捉える方法です。平滑な面は明るく写り、キズや凹凸などで光が乱れる部分は暗く写りやすくなります。光沢面の汚れ、異物、表面状態の違いなどを確認したい場合に有効です。
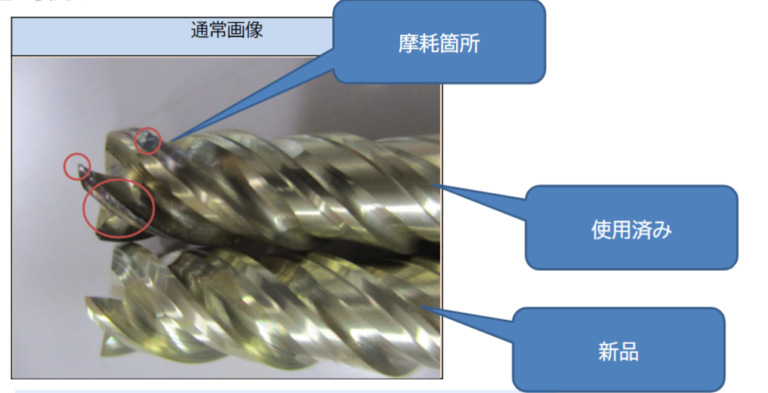
暗視野照明
暗視野照明は、正反射光をカメラに入れず、キズやエッジ、凹凸で散乱した光を捉える方法です。背景が暗くなり、欠陥部分だけが明るく浮き上がるため、微細なキズ、打痕、刻印、エッジなどの検出に適しています。特に、平坦な面に発生した浅いキズを検出したい場合に有効です。
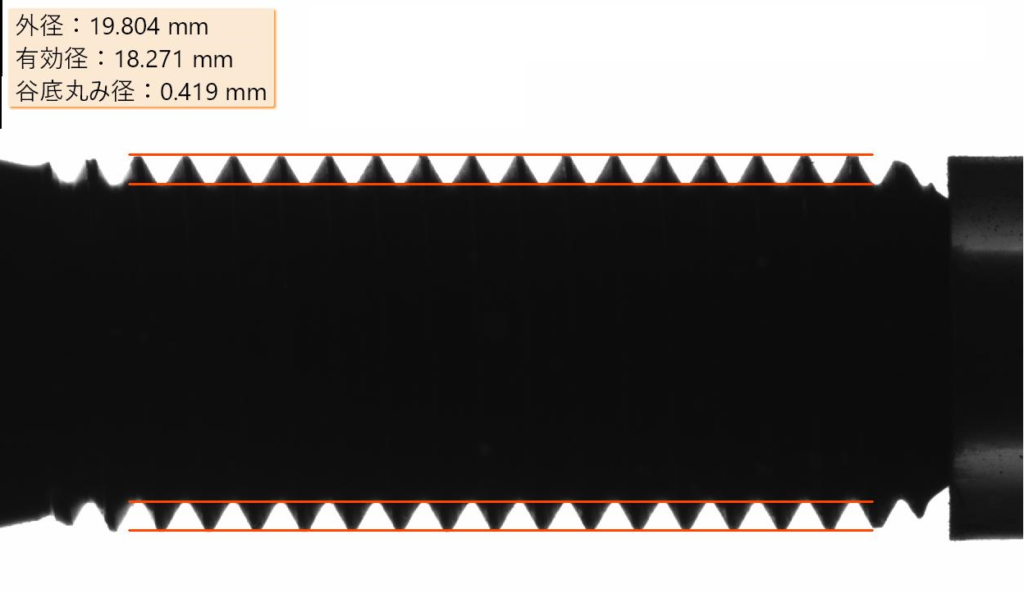
透過照明
透過照明は、ワークの背面から光を当て、対象物をシルエットとして撮像する方法です。輪郭をはっきり捉えやすいため、外形寸法測定、穴径測定、欠け検査、形状検査などに使用されます。
透明体や半透明体の場合は、内部の異物や濃淡差を確認する用途にも使われます。
2. 照明の形状
照明の形状は、光の当たり方や均一性に大きく影響します。代表的な照明には以下のようなものがあります。
リング照明
リング照明は、カメラレンズの周囲からワークを照らす汎用性の高い照明です。照射角度によって、明視野寄りにも暗視野寄りにも使うことができます。部品の有無確認、印字確認、表面検査など、幅広い用途で使用されます。
ドーム照明
ドーム照明は、ワークを全方向から包み込むように照射する照明です。曲面や光沢のあるワークでも、映り込みや影を抑えた均一な画像を得やすいことが特徴です。金属部品、樹脂成形品、包装材など、反射の影響を受けやすい対象に適しています。
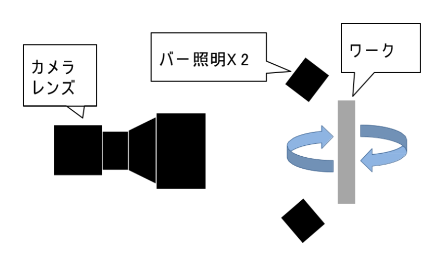
バー照明
バー照明は、棒状の照明で、設置自由度が高いことが特徴です。照射角度や本数を調整しやすく、大きなワークや、特定方向から光を当てたい検査に向いています。キズの方向性を強調したい場合や、搬送ライン上の検査にもよく使用されます。
同軸落射照明
同軸落射照明は、カメラの光軸と同じ方向から光を照射する照明です。ハーフミラーなどを使い、ワークの真上から均一に光を当てます。鏡面体、金属面、フィルム表面、基板、ICチップなど、正反射を利用した検査に有効です。
面発光照明
面発光照明は、発光面全体を均一に光らせる照明です。バックライトとして使用することで、ワークのシルエットを明確にし、外形、穴、欠け、位置ずれなどを検出しやすくなります。
寸法測定や形状検査では、非常に使いやすい照明方式です。
3. 照明の色・波長
照明の色、つまり波長も、検査画像のコントラストを左右する重要な要素です。
一般に、対象物と同系色の照明を当てると、その部分は明るく写りやすくなります。一方、補色に近い色の照明を当てると、暗く写りやすくなります。この性質を利用することで、背景と検出対象のコントラストを高めることができます。
例えば、色の違いを利用して印字や異物を検出したい場合、白色照明だけでなく、赤色、青色、緑色などの単色照明を試すことで、より安定した画像が得られることがあります。
また、可視光だけでなく、赤外線や紫外線が有効な場合もあります。赤外線は一部の樹脂や印刷を透過しやすく、紫外線は特定の物質を蛍光させる用途で使用されます。
色や波長の選定は、ワークの材質、色、透過性、検出したい欠陥の種類に合わせて評価することが重要です。
4. 明るさと撮像条件
照明の明るさも重要ですが、画像検査では単に明るければよいというわけではありません。
明るさが不足するとノイズの影響を受けやすくなり、欠陥が見えにくくなります。一方で、明るすぎると白飛びが発生し、欠陥情報が失われることがあります。
そのため、照明の明るさは、カメラの露光時間、ゲイン、レンズの絞り、ワークの移動速度などと合わせて調整する必要があります。
特に高速搬送中のワークを撮像する場合は、露光時間を短くする必要があるため、十分な光量を確保できる照明や、ストロボ発光の活用が有効です。
5. 均一性と外乱光対策
照射エリア内の明るさにムラがあると、場所によって欠陥の見え方が変わり、誤検出や見逃しの原因になります。
また、工場内の蛍光灯、太陽光、周辺設備の反射など、外乱光の影響も無視できません。外乱光が変動すると、同じワークでも画像の明るさや色味が変わってしまい、検査結果が不安定になります。
安定した画像検査を行うためには、照明の配置だけでなく、遮光カバーの設置、照明の固定、外乱光の遮断なども重要です。
6. 偏光・反射対策
光沢のあるワークでは、強い反射や映り込みが発生し、欠陥が見えにくくなることがあります。
このような場合、偏光板を使用することで、不要な反射を抑えられる場合があります。照明側とカメラ側に偏光板を配置し、角度を調整することで、表面反射を低減し、内部の模様や印字を見やすくできます。
特に、フィルム、樹脂、ガラス、金属光沢面などでは、偏光の有無で画像の見え方が大きく変わることがあります。
7. 長期安定性とメンテナンス性
量産ラインで画像検査を行う場合、初期の見え方だけでなく、長期間安定して同じ画像が得られることも重要です。
LED照明は長寿命ですが、使用時間や温度環境によって徐々に明るさが低下することがあります。また、照明の位置ずれ、汚れ、カバーの曇りなども検査精度に影響します。
そのため、照明の取付方法、清掃性、交換性、明るさの管理方法も含めて検討する必要があります。
照明選定で確認すべき実務ポイント
照明を選定する際は、以下のような点を整理しておくと、検討が進めやすくなります。
- 検出したい欠陥は何か
- 欠陥を明るく見せたいのか、暗く見せたいのか
- ワーク表面は光沢か、マットか
- 色差で見分けるのか、凹凸で見分けるのか
- ワークの形状や姿勢にばらつきはあるか
- 外乱光の影響を受けやすい環境か
- 搬送中に撮像するのか、停止状態で撮像するのか
- 量産時に照明位置や明るさを再現できるか
- メンテナンスや交換がしやすい構造か
これらを事前に整理することで、照明、カメラ、レンズ、画像処理の組み合わせをより適切に検討できます。
画像検査・外観検査の自動化なら、お任せください
外観検査における照明選定には、単一の正解があるわけではありません。検査対象の材質、形状、色、表面状態、検出したい欠陥、設置環境、タクトなどによって、最適な条件は変わります。
そのため、カタログスペックだけで判断するのではなく、実際のワークを使った撮像テストを行い、欠陥が安定して見える条件を確認することが重要です。
画像検査.comでは、検査工程の省人化・無人化ニーズにお応えするため、画像処理の技術とノウハウを活かし、照明、カメラ、レンズ、画像処理を含めた最適な検査構成をご提案しています。
また、自動機の組立、検査、出荷梱包ラインまで一括で設計・製作できる体制により、画像検査だけでなく、実際の生産ラインへの導入まで見据えたご提案が可能です。
「自社の検査を自動化できるか知りたい」
「今の目視検査を省人化したい」
「キズや異物を安定して検出したい」
「照明やカメラの選定から相談したい」
このようなお悩みがありましたら、ぜひ画像検査.comまでお問い合わせください。